





PLA轻质(PLA-LW)
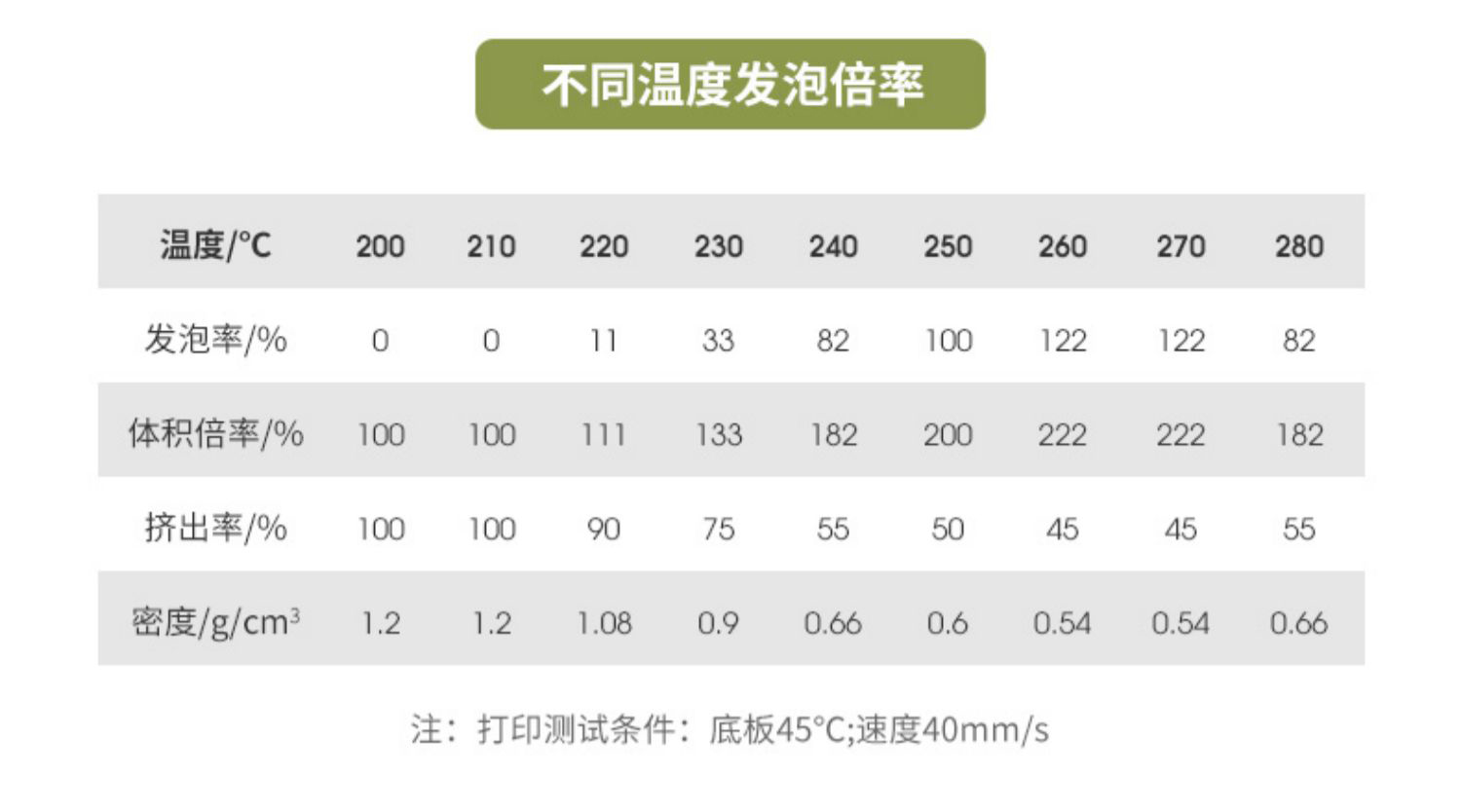
PLA轻质(PLA-LW)是专为航模开发的一款材料,层间结合稳定,发泡率与强度可以通过调整打印温度来控制。采用主动发泡技术实现轻质、低密度的PLA零件,发泡体积倍率220%,密度低至0.54g/cm³。
颜色:
直径尺寸:
净重:
个人购买:
- * 描述:
-
介绍
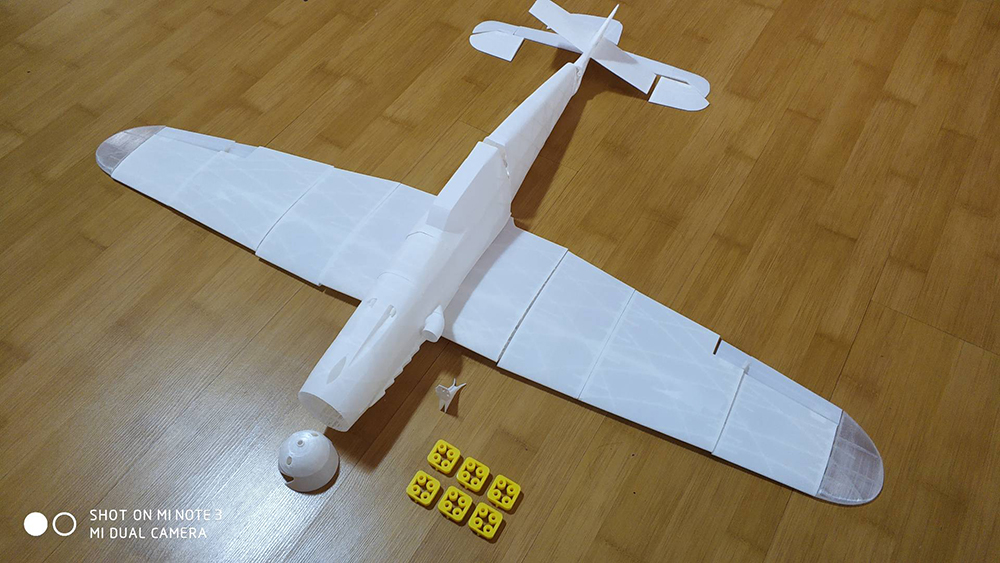
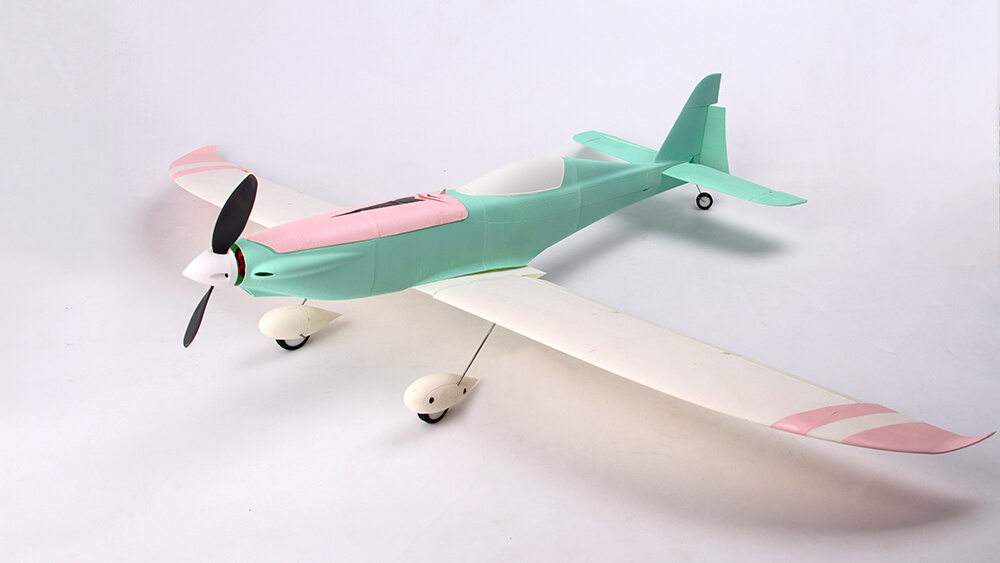
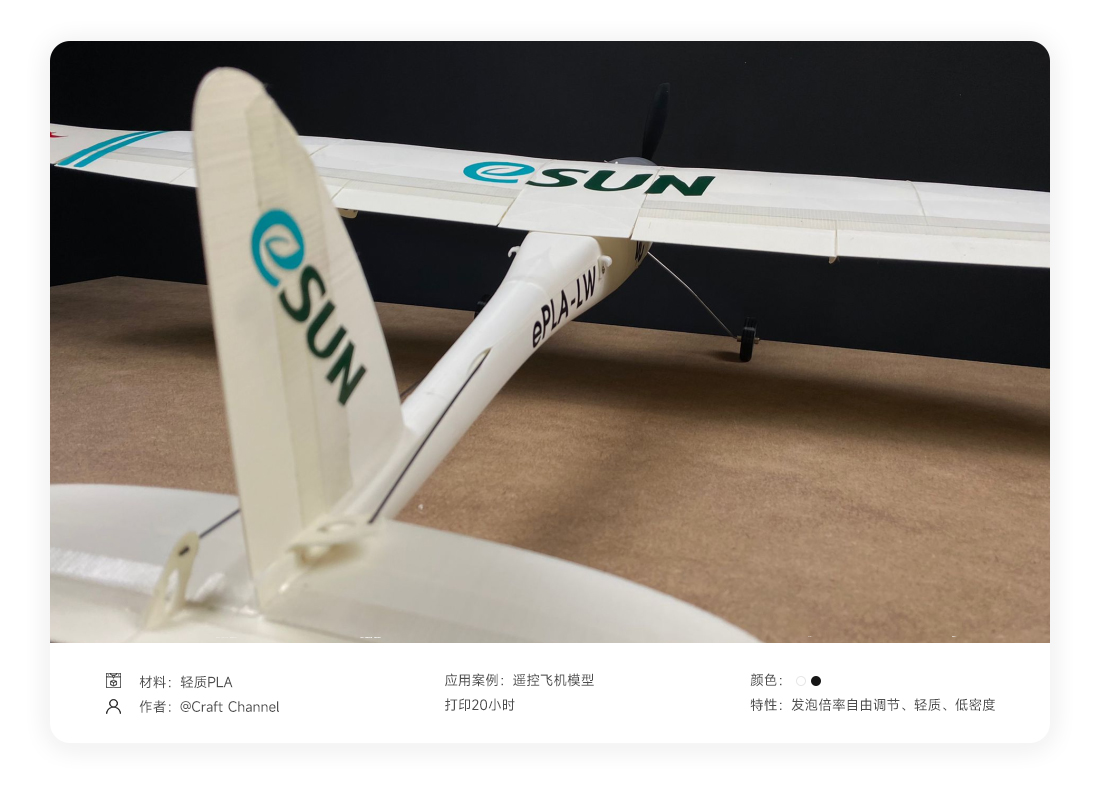
专为航模开发的一款材料,层间结合稳定,发泡率与强度可以通过调整打印温度来控制。采用主动发泡技术实现轻质、低密度的PLA零件,发泡体积倍率220%,密度低至0.54g/cm³。发泡使得层纹基本看不见,打印物品表面哑光细腻。相同的模型情况下,相同的速度,使用PLA轻质使航模飞机拥有更轻的翼载荷,更低的失速速度,可大幅提高航模性能。
卖点
密度低至0.54g/cm³
发泡体积倍率220%
强度、发泡倍率自由调整
优秀的哑光表面效果良好的层间结合力
易于涂装
优异的可打印性提示:
- * 产品介绍视频
-
- * 应用
- * 打印模型
-


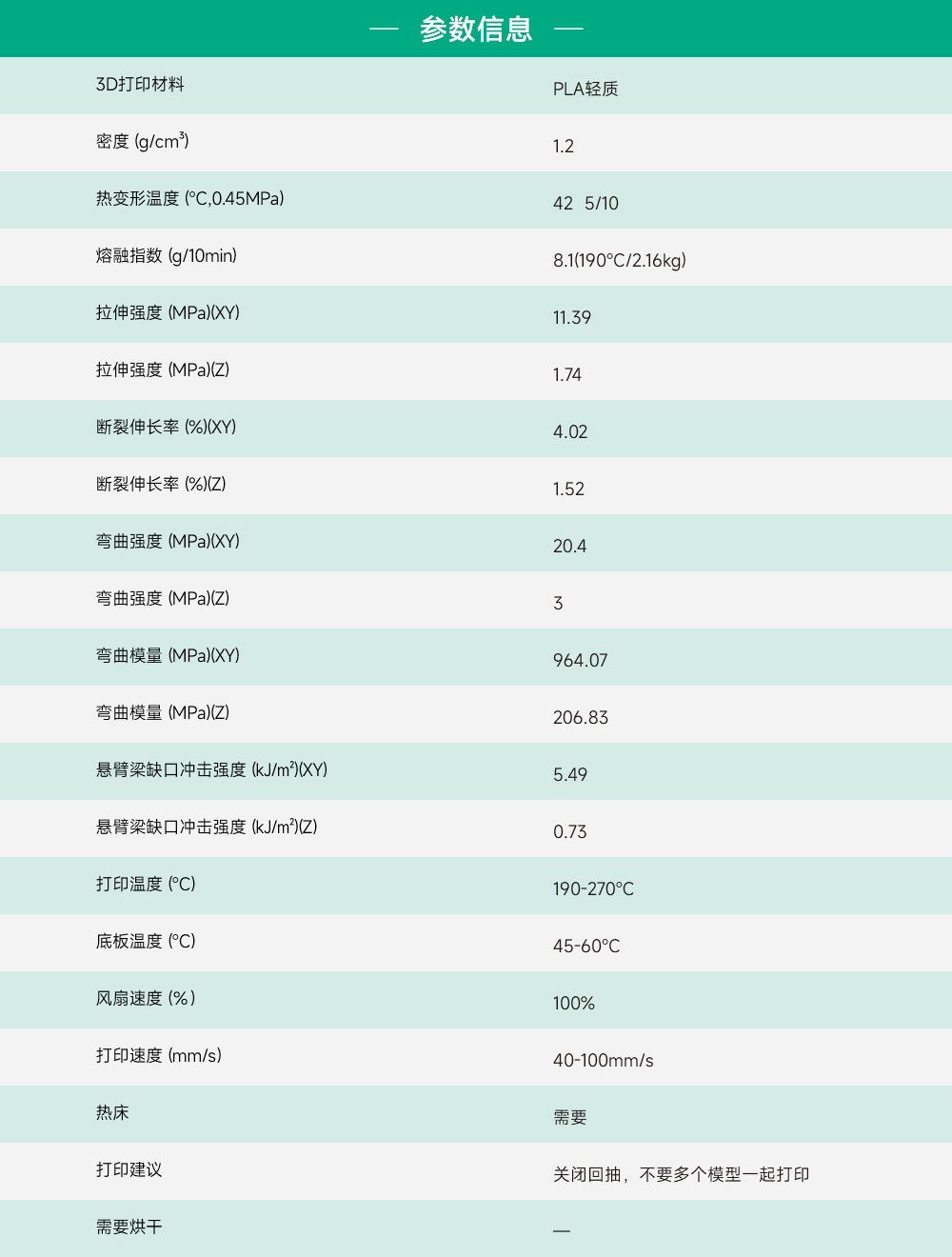
1.注意关闭切片软件中回抽功能,以免造成打印头内部空腔导致堵头,由于PLA轻质在高温喷嘴熔腔内会不断发泡,回抽基本不起作用,打印时空驶拉丝属于正常现象,建议打印花瓶模式航模图纸以减少拉丝对模型的影响
2.首层速度设置与实际打印速度一致,设置为实际打印速度的100%,关闭首层、小面积打印降速功能,首层挤出率与实际发泡挤出率一致,如270度设置为45%首层挤出率;如果底板粘附力过强,可以打印时设置底阀
3.注意打印机最高运行温度,大部分特氟龙管的打印机不能长时间超过250℃运行,超过该温度长期打印可能导致堵头,超过250℃需要使用金属喉管等高温打印机器进行打印
4.高温发泡后打印件发黄粘嘴等属于正常现象,将打印温度降低可以缓解
5.发泡倍率与温度、打印速度、喷嘴熔腔大小均有关系,注意根据自己打印情况对比模型设计壁厚,调整挤出率、温度、速度等参数
-
 PLA-LW快速打印参数配置文件
PLA-LW快速打印参数配置文件
(Bambu Lab,Creality) -
 MSDS
MSDS -
 REACH
REACH -
 RoHS
RoHS -
 TDS
TDS




