





FDM打印花式出问题?系统解决方案看这里
无论是哪个领域,都存在着“买家秀”和“卖家秀”的巨大区别。3D打印在近年来开始普及,万物皆可3D打印的魅力让人不自觉地就完成了从入坑到“被坑”的全过程。
因此,为了帮助大家快速上手FDM打印,就大家在日常打印中经常遇到的各种问题,eSUN易生特别归纳和整理了一些对应的解决方法,希望能让大家在创作的路上少走弯路!
首先,作为玩3D打印的人,大家应该对FDM打印机及FDM打印原理有比较全面的了解,以便在打印出现问题时,能尽快排查出设备的影响因素。
FDM打印机由控制部分(主板)、机械部分(四轴、皮带、丝杆、线轨、光轴)、加热部分(打印头)构成。电机驱动挤出轮咬合耗材进料,经过散热体、喉管,最终在喷嘴处加热熔化为细丝并随着喷头的移动,按照3D模型横截面轮廓通过堆积、凝固及成型,最终形成实物零件。
有时候打印过程中出现问题,与打印机的各个部分也存在密不可分的关系。
在本期攻略中,我们将主要为大家分析堵头、表面粗糙、层间开裂三种问题的解决办法!
一、堵头
堵头通常是由于喷嘴内挤出压力不够,导致材料流动性不够。
1. 喉管:抽出喉管后前端明显变黑,另外,特氟龙喉管超过250度打印和打印2. 磨损喷嘴的耗材(如夜光)会加速老化堵头,需要更换,建议超过250度使用金属喉管或者专用耐温打印头打印;
2. 喷嘴:耗材长期打印在喷嘴内部碳化,特别是劣质喷嘴,建议使用锐力斯喷嘴,可尝试用清洁线条清理或更换;另外,打印磨损喷嘴的耗材(如夜光),建议使用红宝石或者硬化钢喷嘴;
3. 温度:打印温度不够,例如ePA-CF最好在280度打印,如果使用240-250度打印可能堵头;
4. 速度:部分材料流动性不好,不能太高速度打印,一般40-60mm/s是一个比较适当的速度;
5. 装配:喷嘴冷拧紧,导致喉管和喷嘴接触不紧密,漏料、堵头,应加热到210℃左右拧紧;
6. 机械:挤出机调节太松,对材料咬合力不够,应适当调紧;
7. 主板:驱动芯片过热或者调节电流太小,挤出电机过热或打滑,应按照电机要求调节电流。
二、表面粗糙
表面粗糙通常和材料、切片、温度有关。
- 挤出材料膨胀爆炸
①材料:材料吸水,水分在200度高温情况下气化膨胀,有爆炸声,应按照不同材料(PVA、PA、TPU、PC、PEEK)要求打印前做好烘干;
②打印:易吸水耗材直接在空气中打印,打印过程中吸水,应配备密封料盒,如eBOX。
- 起始点缺料或溢料
回抽:回抽过大或者回抽补偿过小,导致起始点缺料;回抽过小或者回抽补偿过大,导致起始点溢料;正确调整回抽可使表面平滑减少拉丝。
- Z轴横纹
①温度:打印温度波动,应调谐打印头PID使打印温度稳定;热床温度波动,热传递迟滞明显,导致温腔变化,材料产生不同程度的收缩,关闭热床尝试或调谐热床PID;
②喉管:喉管散热不够,材料流动不稳定,建议更换更高转速喉管风扇加快冷却。
三、层间开裂
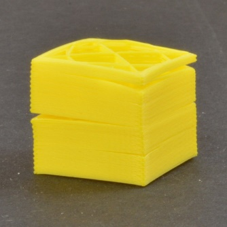
1. 打印开裂翘边
①材料:ABS、ASA、PA、PC等材料收缩率较高,容易翘边开裂,打印时需要具备恒温腔,可以使用eEnclosure或者带加热腔体的打印机;
②切片:需要关闭吹料风扇,吹料风扇会加速材料冷却,引起翘边和开裂;
2.使用时层间强度较差
①材料:部分材料层间强度较差,如ePA-CF,可以适当通过切片优化强度,应选择合适的模型摆放角度,避免实际使用时Z轴方向受力
②切片:增加打印温度和填充率、降低打印速度和层厚、适当关闭吹料风扇,可以提高模型层间强度。
通过以上方案,希望能给大家提供帮助。另外大家如有更多疑问,也可以观看eSUN易生于11月12日晚进行的直播《FDM打印过程中常见问题的解决方案剖析》,相信大家会有更多收获!

微信扫描上方二维码
此外,如想获得直播PPT或进一步与罗工及其他3D打印玩家交流打印技巧及作品,也欢迎大家加入eSUN易生微信或QQ粉丝群,分享、交流、共同进步!
eSUN易生QQ、微信粉丝群如下:
QQ群号:859573808
微信群:可添加客服微信GWWYeSUN后邀请加入哦~